Was ist slicing im 3D-Druck: Guide für erfolgreiche Druckprojekte
Entdecke, wie Slicing im 3D-Druck funktioniert: Parameter, adaptive Techniken und Slicer-Vergleich für optimale Druckqualität und Zeitersparnis.
Was ist slicing im 3D-Druck: Guide für erfolgreiche Druckprojekte
Viele Einsteiger denken, dass der 3D-Drucker einfach eine STL-Datei direkt verarbeitet und loslegt. Tatsächlich ist zwischen deinem digitalen Modell und dem fertigen Objekt ein entscheidender Schritt notwendig: das Slicing. Dieser Prozess verwandelt dein 3D-Modell in präzise Anweisungen, die dein Drucker Schicht für Schicht ausführen kann. Ohne korrektes Slicing bleiben selbst die besten Modelle nur digitale Dateien. In diesem Guide erfährst du, wie Slicing funktioniert, welche Parameter den Unterschied zwischen missglückten und perfekten Drucken ausmachen und wie du fortgeschrittene Techniken nutzt, um deine Projekte auf das nächste Level zu heben.
Inhaltsverzeichnis
- Wesentliche Erkenntnisse zum Slicing im 3D-Druck
- Grundlagen des Slicing im 3D-Druck
- Wichtige Slicing-Parameter und ihre Einflüsse
- Fortgeschrittene Slicing-Techniken: Adaptive und Non-Planar Slicing
- Vergleich führender Slicer-Software und Optimierungstipps
- 3D-Druck-Know-how mit Spooly vertiefen
- Häufig gestellte Fragen zum Slicing im 3D-Druck
Wichtige Erkenntnisse
| Punkt | Details |
|---|---|
| Slicing erzeugt GCode | Beim Slicing wird das Modell in dünne Schichten zerlegt und daraus GCode Befehle für den Drucker erzeugt. |
| Parameter steuern Druckqualität | Schichthöhe, Infill, Wandstärke, Temperatur und weitere Parameter beeinflussen Oberflächenqualität, Druckdauer und Materialverbrauch. |
| Adaptive Techniken reduzieren Stützstrukturen | Adaptive Techniken reduzieren Stützstrukturen und verbessern Druckqualität durch angepasste Geometrie. |
| Druckzeit und Materialverbrauch optimieren | Moderne Slicer helfen Druckzeit zu verkürzen und den Materialverbrauch effizienter zu gestalten. |
Grundlagen des Slicing im 3D-Druck
Slicing im 3D-Druck ist der Prozess, bei dem ein digitales 3D-Modell in dünne horizontale Schichten zerlegt wird, um daraus G-Code-Anweisungen zu generieren. Dieser G-Code ist die Sprache, die dein Drucker versteht. Er enthält exakte Befehle für Bewegungen des Druckkopfs, Extrusionsmengen, Temperaturen und Geschwindigkeiten. Ohne diese Übersetzung kann kein 3D-Drucker arbeiten, egal wie präzise das ursprüngliche Modell ist.
Die Schichthöhe variiert je nach gewünschter Qualität und Druckverfahren. Bei FDM-Druckern liegen typische Werte zwischen 0,1 mm für feine Details und 0,3 mm für schnelle Prototypen. SLA-Drucker erreichen oft noch feinere Schichten von 0,025 bis 0,1 mm, während SLS-Verfahren meist bei 0,1 bis 0,15 mm arbeiten. Jede Schicht baut auf der vorherigen auf, wodurch das dreidimensionale Objekt entsteht.
Der Slicing-Prozess berücksichtigt auch die Geometrie deines Modells. Überhänge, Brücken und komplexe Strukturen erfordern spezielle Behandlung. Die Software berechnet, wo Stützstrukturen nötig sind und wie das Material optimal verteilt wird. Diese Berechnungen erfolgen in Sekunden, können aber bei komplexen Modellen auch mehrere Minuten dauern.
Wichtige Faktoren beim Slicing umfassen:
- Schichtorientierung: Die Ausrichtung deines Modells beeinflusst Druckzeit, Supportbedarf und mechanische Eigenschaften
- Wandlinien: Anzahl der Außenlinien bestimmt die Oberflächenqualität und Festigkeit
- Druckrichtung: Beeinflusst die Sichtbarkeit von Schichtlinien und die strukturelle Integrität
- Retraktion: Zurückziehen des Filaments verhindert unerwünschte Fäden zwischen Druckbereichen
Moderne Slicer bieten Vorschaumodi, in denen du jede Schicht einzeln betrachten kannst. Diese Funktion hilft dir, potenzielle Probleme vor dem Druck zu erkennen. Du siehst genau, wo der Druckkopf langfährt, wo Supports platziert werden und wie viel Material jede Schicht benötigt. Die Integration von 3D-Druck-Automatisierung kann diese Prozesse weiter optimieren und Zeit sparen.
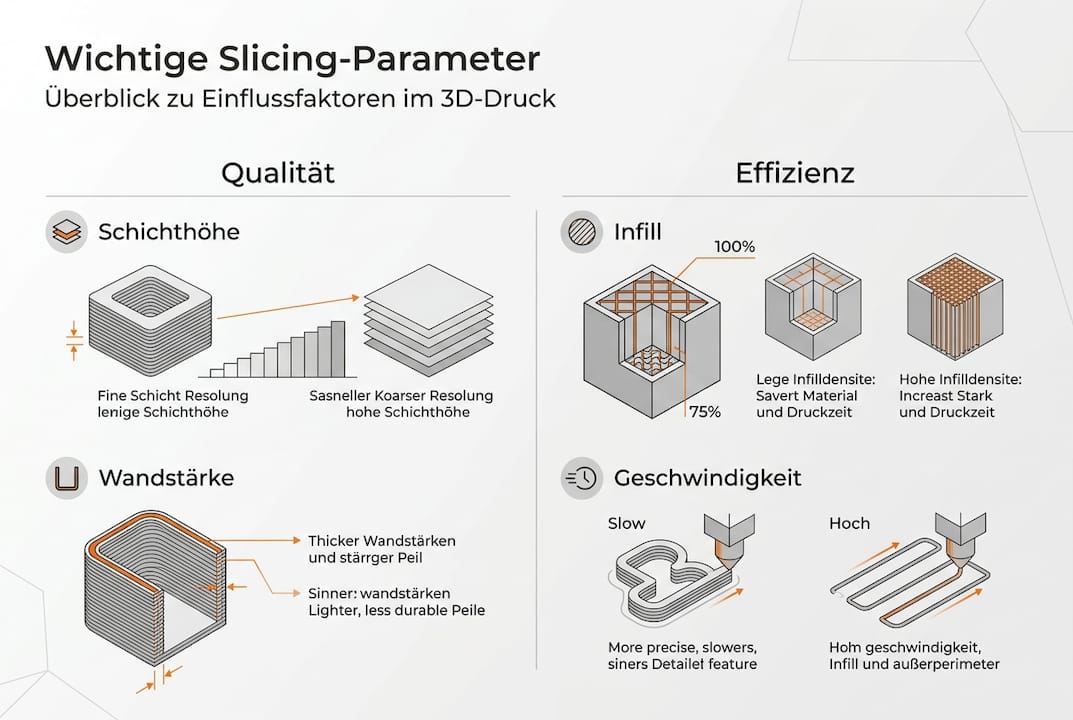
Wichtige Slicing-Parameter und ihre Einflüsse
Wichtige Parameter sind Schichthöhe, Infill, Supports, Wandstärke, Druckgeschwindigkeit und Temperatur, die zusammen über Erfolg oder Misserfolg deines Drucks entscheiden. Jeder Parameter hat spezifische Auswirkungen auf das Endergebnis, die du gezielt steuern kannst.
Die Schichthöhe ist der fundamentalste Parameter. Kleinere Werte wie 0,1 mm erzeugen glattere Oberflächen und feinere Details, verlängern aber die Druckzeit erheblich. Eine 0,2 mm Schichthöhe bietet einen guten Kompromiss für die meisten Projekte. Bei 0,3 mm druckst du schneller, musst aber sichtbare Schichtlinien akzeptieren. Die Wahl hängt vom Verwendungszweck ab: Präsentationsmodelle brauchen feine Schichten, Prototypen für Funktionstests kommen mit gröberen aus.
Infill-Dichte und Muster beeinflussen Stabilität, Gewicht und Materialverbrauch direkt. Ein 20% Infill reicht für dekorative Objekte völlig aus, während mechanisch belastete Teile 40% bis 60% benötigen. Verschiedene Muster wie Gitter, Waben oder gyroides bieten unterschiedliche Stärke-Gewicht-Verhältnisse. Gyroid-Infill verteilt Kräfte besonders gleichmäßig und spart Material gegenüber rechteckigen Mustern.
Supports werden bei Überhängen ab etwa 45° zwingend notwendig. Die Software erkennt diese Bereiche automatisch und platziert Stützstrukturen. Du kannst zwischen verschiedenen Typen wählen: Lineare Supports sind einfach zu entfernen, baumartige Supports sparen Material und berühren das Modell an weniger Punkten. Die Dichte der Supports beeinflusst sowohl die Stabilität während des Drucks als auch die Nachbearbeitung.
Wandstärke und Druckgeschwindigkeit sind weitere kritische Faktoren. Mehr Wandlinien erhöhen die Festigkeit deutlich, verlängern aber die Druckzeit. Zwei bis drei Linien sind Standard, bei mechanischen Teilen können vier bis sechs sinnvoll sein. Die Druckgeschwindigkeit variiert je nach Material: PLA verträgt 50 bis 80 mm/s, während flexibles TPU nur 20 bis 30 mm/s erlaubt. Zu hohe Geschwindigkeiten führen zu schlechter Schichthaftung und unsauberen Details.
| Parameter | Niedriger Wert | Hoher Wert | Auswirkung auf Druckzeit |
|---|---|---|---|
| Schichthöhe | 0,1 mm (fein) | 0,3 mm (grob) | +150% vs. 50% |
| Infill-Dichte | 10% (leicht) | 80% (massiv) | +30% vs. +200% |
| Wandlinien | 2 (dünn) | 6 (dick) | +20% vs. +80% |
| Druckgeschwindigkeit | 30 mm/s | 80 mm/s | +100% vs. 40% |
Profi-Tipp: Nutze Modifier in deinem Slicer, um Parameter lokal anzupassen. Du kannst für kritische Bereiche wie Gewindelöcher feinere Schichten oder mehr Wandlinien einstellen, während der Rest des Modells schneller druckt. Diese Technik kombiniert Qualität mit Effizienz optimal. Durch Best Practices für Filamentverbrauch kannst du zusätzlich Material sparen.
Fortgeschrittene Slicing-Techniken: Adaptive und Non-Planar Slicing
Adaptive Slicing nutzt variable Schichthöhen für bessere Qualität und Zeitersparnis, non-planar/multi-axis Slicing ermöglicht support-freies Drucken mit höherer Genauigkeit. Diese Techniken repräsentieren die nächste Generation des 3D-Drucks und bieten erhebliche Vorteile gegenüber traditionellen Methoden.
Adaptive Slicing passt die Schichthöhe automatisch an die Modellgeometrie an. Flache Bereiche erhalten dickere Schichten für schnelleren Druck, während gekrümmte oder detaillierte Abschnitte feinere Schichten bekommen. Diese Methode reduziert die Druckzeit um 20% bis 40%, ohne die Qualität sichtbar zu beeinträchtigen. Moderne Slicer wie PrusaSlicer bieten diese Funktion als Option, die du mit wenigen Klicks aktivieren kannst.
Die Software analysiert dein Modell und identifiziert Bereiche mit hoher geometrischer Komplexität. Dort, wo die Oberflächenkrümmung stark variiert, werden automatisch kleinere Schichthöhen gewählt. Dieser intelligente Ansatz spart nicht nur Zeit, sondern auch Material und Energie. Du erhältst praktisch die gleiche Qualität wie bei durchgängig feinen Schichten, aber mit deutlich kürzerer Druckdauer.
Non-planar Slicing geht noch einen Schritt weiter und verlässt die strikt horizontalen Schichten. Stattdessen folgt der Druckkopf der Oberflächenkontur des Modells. Diese Technik eliminiert den charakteristischen Treppeneffekt an schrägen Flächen vollständig. Die Oberflächen werden glatter, die mechanische Festigkeit steigt durch bessere Schichtverbindung.
“Non-planar Slicing kann die Oberflächengenauigkeit um bis zu 60% verbessern und reduziert den Bedarf an Supports um durchschnittlich 35%. Multi-axis Systeme erreichen Festigkeitswerte, die konventionelle FDM-Drucke um 40% übertreffen.”
Mehrere fortgeschrittene Ansätze erweitern die Möglichkeiten:
- 4-Achsen-Druck: Der Drucktisch rotiert während des Drucks, wodurch zylindrische Objekte ohne Supports möglich werden
- 5-Achsen-Druck: Kombiniert Tischrotation mit Druckkopfneigung für komplexeste Geometrien und optimale Schichtorientierung
- Konturbasiertes Slicing: Schichten folgen den Konturen des Modells statt horizontalen Ebenen, ideal für organische Formen
- Hybrides Slicing: Kombiniert planare und non-planare Bereiche je nach Modellgeometrie für beste Ergebnisse
Die Herausforderungen liegen in der erhöhten Komplexität und den Hardwareanforderungen. Nicht alle Drucker unterstützen non-planare Bewegungen, und die Slicing-Software muss Kollisionen zwischen Druckkopf und bereits gedruckten Teilen vermeiden. Dennoch lohnt sich die Auseinandersetzung mit diesen Techniken für ambitionierte Maker.
Profi-Tipp: OrcaSlicer bietet experimentelle Unterstützung für adaptive Layer und verbesserte Support-Generierung. Die Software berechnet automatisch optimale Übergänge zwischen verschiedenen Schichthöhen und platziert Supports intelligenter als viele andere Slicer. Teste diese Features für deine anspruchsvollsten Projekte. Weitere Optimierungen findest du in unserem Guide zur 3D-Druck-Prozessoptimierung.
Vergleich führender Slicer-Software und Optimierungstipps
Top Slicer wie PrusaSlicer, Cura und OrcaSlicer verbessern Druckzeit, Materialverbrauch und Qualität deutlich. Jede Software hat spezifische Stärken, die zu unterschiedlichen Anforderungen passen.
PrusaSlicer gilt als Goldstandard für Qualität und Zuverlässigkeit. Die Software stammt vom Hersteller Prusa Research und wird ständig weiterentwickelt. Sie bietet exzellente Standardeinstellungen für eine Vielzahl von Druckern und Materialien. Die integrierten Profile sind bereits so gut optimiert, dass Anfänger ohne Anpassungen starten können. Fortgeschrittene Funktionen wie Modifier, variable Schichthöhen und Paint-on Supports geben erfahrenen Nutzern volle Kontrolle.
Cura von Ultimaker ist besonders anfängerfreundlich und kostenlos verfügbar. Die übersichtliche Oberfläche führt neue Nutzer intuitiv durch den Slicing-Prozess. Eine riesige Community teilt Profile und Plugins, die die Funktionalität erweitern. Cura unterstützt praktisch jeden FDM-Drucker auf dem Markt und bietet solide Ergebnisse mit minimalem Aufwand. Die Marketplace-Integration ermöglicht einfache Installation zusätzlicher Features.
OrcaSlicer ist der Newcomer mit Fokus auf Geschwindigkeit und moderne Features. Die Software basiert auf PrusaSlicer, fügt aber zahlreiche Verbesserungen hinzu: automatische Kalibrierung, intelligentere Support-Platzierung und optimierte Druckpfade. OrcaSlicer reduziert Druckzeiten spürbar durch bessere Bewegungsplanung und effizientere Füllmuster. Die aktive Entwicklung bringt regelmäßig neue Features.
| Slicer | Zeitersparnis | Materialersparnis | Beste Eigenschaft | Ideal für |
|---|---|---|---|---|
| PrusaSlicer | Standard | 15-20% | Zuverlässigkeit | Qualitätsorientierte Maker |
| Cura | Standard | 10-15% | Benutzerfreundlichkeit | Einsteiger und Allrounder |
| OrcaSlicer | 10-25% | 20-30% | Geschwindigkeit | Fortgeschrittene Nutzer |
| Simplify3D | 5-15% | 10-18% | Kontrolle | Professionelle Anwender |
Optimierungstipps für bessere Druckergebnisse:
- Nutze die Vorschaufunktion ausgiebig und prüfe jede Schicht auf potenzielle Probleme wie unzureichende Supports oder schwache Verbindungen
- Führe Testdrucke mit kleinen Modellen durch, bevor du große Projekte startest, um deine Einstellungen zu validieren
- Passe Parameter lokal mit Modifiern an, statt das gesamte Modell mit denselben Einstellungen zu drucken
- Experimentiere mit verschiedenen Infill-Mustern für unterschiedliche mechanische Anforderungen deiner Teile
- Aktiviere adaptive Schichthöhen für Modelle mit gemischter Geometrie aus flachen und detaillierten Bereichen
- Speichere erfolgreiche Parametersets als eigene Profile für wiederkehrende Druckszenarien
Viele erfahrene Maker nutzen mehrere Slicer parallel. Du kannst ein Modell in verschiedenen Programmen slicen und die Ergebnisse vergleichen. Manchmal liefert ein Slicer für ein spezifisches Modell bessere Supports, während ein anderer die Druckzeit optimiert. Diese Flexibilität gibt dir die besten Ergebnisse für jedes Projekt. Zusätzliche Hilfe beim Vermeiden von Problemen findest du in unserem Artikel über Fehldrucke vermeiden.
3D-Druck-Know-how mit Spooly vertiefen
Nachdem du nun die Grundlagen und fortgeschrittenen Techniken des Slicings kennst, wird die praktische Umsetzung zum nächsten Schritt. Spooly bietet dir umfassende Tools und Ressourcen, um deine 3D-Druck-Projekte auf professionelles Niveau zu heben. Die Plattform verbindet Filamentverwaltung mit automatischer Druckeranbindung, sodass du jederzeit den Überblick über Materialverbrauch und Druckfortschritt behältst.
Besonders wertvoll sind die Verbrauchsvorhersagen, die verhindern, dass dir mitten im Druck das Filament ausgeht. Die Feuchtigkeitsüberwachung schützt deine Materialien vor Qualitätsverlust. Für alle, die 3D-Druck kommerziell nutzen, bietet Spooly Kostenberechnungstools und PDF-Generierung für professionelle Angebote. Der Spooly-Blog zur Prozessoptimierung liefert regelmäßig neue Insights zu Effizienzsteigerungen und aktuellen Trends.
Die Community-Features mit Challenges und Leaderboards motivieren dich, deine Fähigkeiten kontinuierlich zu verbessern. Du kannst dich mit anderen Makern messen und von deren Erfahrungen lernen. Spooly vereint praktische Werkzeuge mit einer aktiven Community, die gemeinsam an besseren Druckergebnissen arbeitet. Entdecke, wie Automatisierung deine Effizienz steigert und Zeit für kreative Projekte schafft.
Häufig gestellte Fragen zum Slicing im 3D-Druck
Was ist der G-Code und warum ist er wichtig?
G-Code ist die Maschinensprache, die dein 3D-Drucker versteht und ausführt. Er enthält präzise Anweisungen für jeden Bewegungsschritt, jede Extrusionsmenge und alle Temperatureinstellungen. Ohne korrekten G-Code kann selbst das beste 3D-Modell nicht gedruckt werden, da der Drucker keine direkte Interpretation von STL- oder OBJ-Dateien vornimmt.
Wie wähle ich die richtige Schichthöhe für mein Modell?
Die Schichthöhe hängt vom Verwendungszweck ab: Nutze 0,1 bis 0,15 mm für Modelle mit feinen Details oder sichtbaren Oberflächen. Wähle 0,2 mm als Allrounder für die meisten Projekte mit gutem Qualität-Zeit-Verhältnis. Setze 0,25 bis 0,3 mm für Prototypen ein, bei denen Geschwindigkeit wichtiger als Oberflächenqualität ist. Beachte auch die Düsengröße: Die Schichthöhe sollte 25% bis 75% des Düsendurchmessers betragen.
Wann sind Supports zwingend notwendig?
Supports werden bei Überhängen ab etwa 45° zur Horizontalen unverzichtbar. Brücken über 5 mm Länge benötigen ebenfalls Unterstützung, ebenso wie freitragende Strukturen ohne darunterliegende Schichten. Moderne Slicer erkennen diese Bereiche automatisch, aber du solltest die Platzierung in der Vorschau prüfen. Manche Geometrien lassen sich durch clevere Modellorientierung support-frei drucken, was Nachbearbeitung spart.
Wie helfen adaptive Layer beim Drucken?
Adaptive Layer passen die Schichthöhe automatisch an die Modellgeometrie an und kombinieren schnellen Druck mit hoher Qualität. Flache Bereiche erhalten dickere Schichten für Zeitersparnis, während Details feinere Schichten bekommen. Diese Technik reduziert die Druckzeit um 20% bis 40% ohne sichtbare Qualitätsverluste. Du aktivierst sie in den meisten modernen Slicern mit wenigen Klicks.
Kann ich verschiedene Slicer kombinieren?
Ja, viele erfahrene Maker nutzen mehrere Slicer für unterschiedliche Projekte oder vergleichen Ergebnisse. Jede Software hat Stärken: PrusaSlicer für Zuverlässigkeit, Cura für Benutzerfreundlichkeit, OrcaSlicer für Geschwindigkeit. Du kannst dasselbe Modell in verschiedenen Programmen slicen und die G-Code-Dateien hinsichtlich Druckzeit, Materialverbrauch und Support-Platzierung vergleichen. Diese Flexibilität gibt dir optimale Ergebnisse für jedes spezifische Projekt. Weitere Tipps zum Vermeiden von Problemen findest du in unserem Guide zu Fehldrucken.